



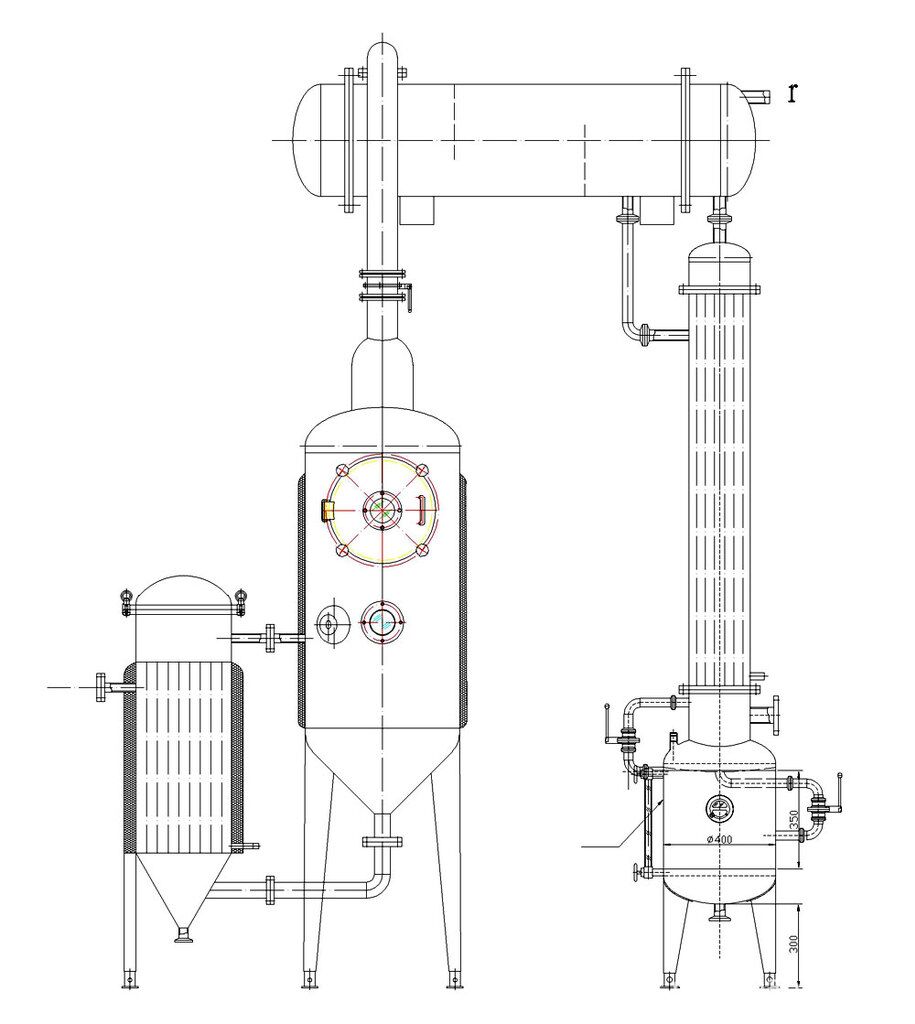
一、多功能酒精回收浓缩器特点
1、酒精回收:回收能力大,采用真空操作方法,改进了设备的工艺流程。回收率能达到95%,使酒精损耗率低于5%。能耗降低30%,具有投资小,回收效益高的特点。
2、浓缩液料:采用外循环与真空负压蒸发方式,蒸发速度快,浓缩比高(1.3-1.4);操作简单,占地面积小,外形美观,加热器、蒸发器、保温完整出厂,保温外层用不锈钢薄板制作保护层,符合GMP标准要求。
二、多功能酒精回收浓缩器技术参数
|
型号
|
DH-500
|
DH-1000
|
DH-1500
|
|
|
参数
|
||||
|
蒸发量kg/h
|
500
|
1000
|
1500
|
|
|
回收酒精
|
200kg/h
|
350kg/h
|
500kg/h
|
|
|
回收浓度
|
85 Calcohol degree
|
|||
|
使用压力
|
0.03-0.09Mpa
|
|||
|
蒸发温度
|
40-85℃
|
|||
|
真空度
|
620mmHg以上
|
|||
|
浓缩比
|
1.2-1.4
|
|||
|
设备重量Kg
|
1300kg
|
1850kg
|
2850kg
|
|
|
外型尺寸 mm
|
长
|
2000
|
2200
|
2500
|
|
宽
|
1000
|
1200
|
1300
|
|
|
高
|
3000
|
3300
|
3500
|
|
温馨提示:
1、浓缩器参数可能会根据物理的性质及实际的使用工况有所调整。
2、浓缩器选型时需明确物料性质、物料浓度、水的蒸发量等,详细可致电。
1、浓缩器参数可能会根据物理的性质及实际的使用工况有所调整。
2、浓缩器选型时需明确物料性质、物料浓度、水的蒸发量等,详细可致电。